Induction Aluminum Brazing with Computer Assisted HLQ Induction Heating Machine Manufacturer
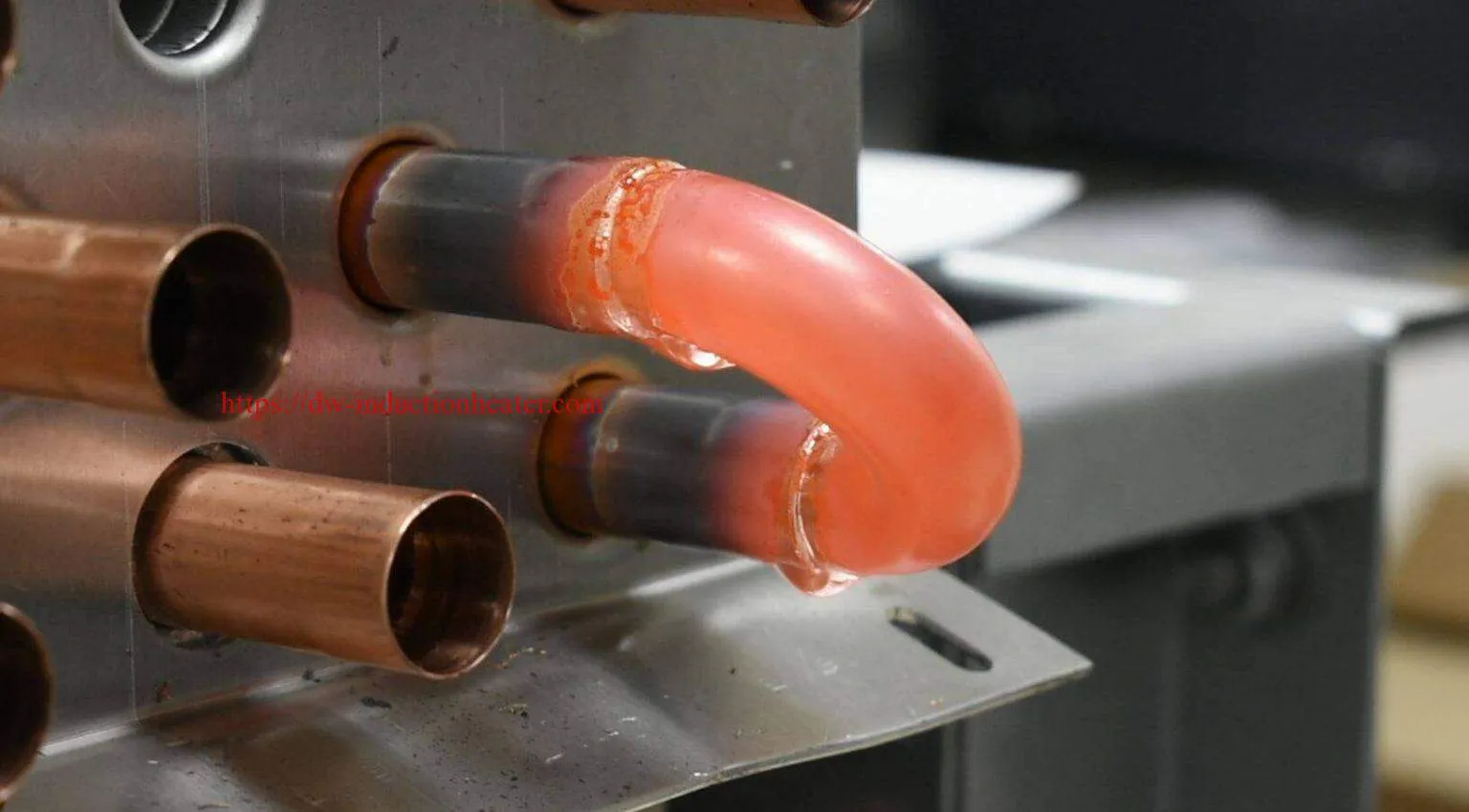
induction brazing automotive copper heating exchanger pipes
Induction brazing is widespread in many industries due to its ability for local contactless heating as well as its high heating rates and the associated short cycle times. As a result of these advantages, this brazing process is particularly widespread in the tool industry for mass products made of cemented carbide/steel, for example, in saw blades or milling tools. The state of the art is the.

Induction Brazing HLQ Induction Heating Machine Manufacturer
"Induction brazing is much safer than torch brazing, faster than furnace brazing, and more repeatable than both," says Steve Anderson, manager of field and test science at Fusion Inc., an 88-year-old integrator based in Willoughby, OH, that specializes in several assembly methods, including brazing. "Plus, induction brazing is much easier.

Brazing with induction heating YouTube
For most induction brazing applications, the joint clearance will range from 0.002 to 0.005 in., which is the range for optimal joint strength. Smaller joint clearances and interference fits are acceptable for fluxless brazing applications, such as when brazing in an inert atmosphere using a copper filler metal.

Induction Aluminum Brazing with Computer Assisted HLQ Induction Heating Machine Manufacturer
Brazing is a process for joining materials using filler metals (typically an anti-oxidizing solvent called a flux) to bond two closely spaced pieces of metal together without melting the parent materials. Today, induction brazing, a precision process that only heats the point of fusion, is a faster, safer, and more effective technique—mainly.

induction brazing stainless steel to copper process
Using flux cored aluminum braze rings and a split helix induction coil for easy access to the joint area. 5 kW at 260 kHz for 12 seconds to 565°C (1050°F). Brazing an aluminum cable fitting onto an aluminum tube for bicycle manufacturing. 20 kW at 10 kHz for 45 seconds to 482°C (900°F) using stick fed braze.

Introducing the portable brazing machine with watercooled flex cable and brazing gun
Induction brazing has many advantages over the other common heating methods prevalent today. Reasons to consider using induction heat include: Quick, rapid heating. Controlled, precise heat control. Selective (localized) heat. Production line adaptability and integration. Improved fixture life and simplicity. Repeatable, reliable brazed joints.
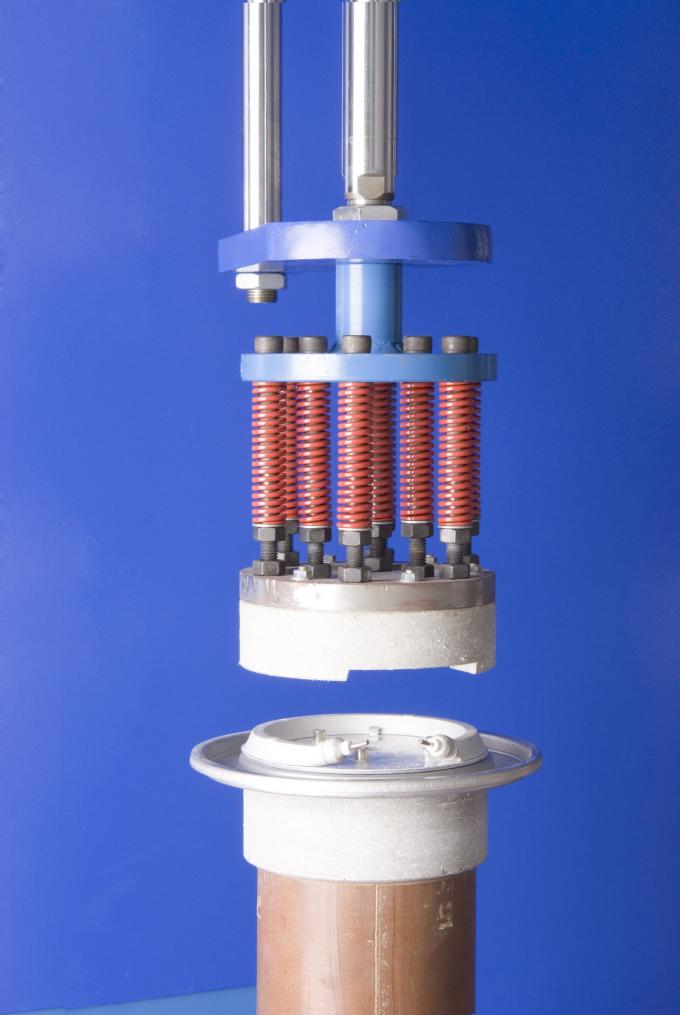
60KW Induction Brazing Machine
The Magic of Induction Brazing. Induction brazing uses the same basic principles as an induction hob you may find in your kitchen or employed in heat-treating steel. The article which follows will look into the benefits and limitations of induction brazing as well as examine the principles and best practices to ensure a sound braze joint.

portable induction brazing machine Induction heating, Brazing, Heating coil
Induction brazing is a process where we use a filler metal to join two or more pieces of metal together. You can join a wide range of metals, even ferrous to.

induction brazing principleinduction brazing theory process
Induction brazing is a flameless and non-contact method of joining electrically conductive material such as copper or steel together with a filler metal. This can be silver solder or copper barium silver-based filler, induction brazing can still join dissimilar metals together. But it can do this without adding carbon to the surface of the.

Automated Induction Brazing with Robots 20191211 Industrial Heating
Induction brazing is using alternating magnetic field - electromagnetic induction phenomenon, the eddy current effect in the magnetic field heats the workpiece, melting the solder flux, a method for induction brazing by filling the gap with liquid filler metal under the action of the capillary. Compared with other brazing methods, the.

Induction Brazing System KETCHAN Induction
Induction brazing is a process that involves the fusing of two or more materials using a filler metal with a lower melting point than the base materials. During the induction heating process, the materials, which are usually ferrous, are heated quickly from the surrounding electromagnetic field that the alternating current creates from the.

What is Induction brazing Brazing uses heat and a filler metal (alloy) to.....
Precision Induction Brazing. Brazing is a process for joining two metals with a filler material that melts, flows and wets the metals' surfaces at a temperature that is lower than the melting temperature of the two metals. Protection from oxidation of the metal surface and filler material during the joining process is achieved using a.

Brazing with Induction of Copper Tubing and Fittings
Brazing steel dental tools. To heat a steel tip and shank assembly to 1300°F (704°C) within 3 seconds for brazing with induction heating instead of torch brazing. Brazing Copper J Tube into Fittings. To braze a copper tube ( 3/8 in OD by 2-4 in long) into a 3/8 in fitting in less than 10 seconds.

induction heating induction brazing automotive copper heating exchanger pipes
Induction brazing is the process of joining two or more metals using induction heating. Induction heating utilizes the electromagnetic field to provide heat without contact or flame. Induction brazing is more localized, repeatable, and easier to automate compared to traditional torch brazing. Induction brazing has been around for a long time.

Automated Induction Brazing with Robots 20191211 Industrial Heating
There are four main types of brazing heating methods: torch or manual brazing, induction brazing, resistance brazing, and vacuum brazing. The heating method most commonly used in brazing a single assembly is the hand held torch, therefore most of this guide will focus on manual brazing practices and principles. However, if you need assistance.

induction heating Induction Brazing Copper Tube of Heat Exchanger
1. Design the joint correctly allowing for a 0.0015 to 0.005 in. (40 to 125 μm) clearance between the two surfaces at the braze material flow temperature to allow. for capillary action and joint wetting — Fig. 1. 2. Clean the surfaces of the joint ma-terials. 3. Apply flux to both pieces. 4.
